




共板法兰风管制作施工工艺
施工工艺
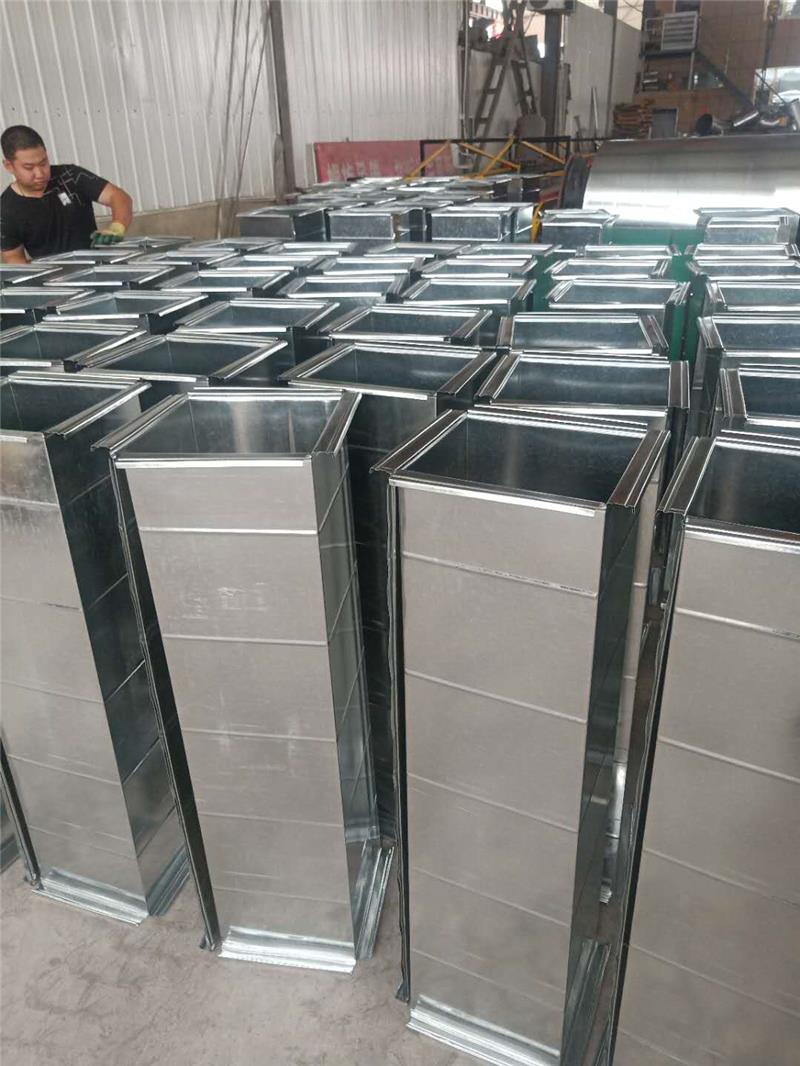
1、风管制作
(1)板厚规格
(2)绘制风管加工草图
根据施工图纸及现场实际情况按风管所服务的系统绘制出加工草图,并按系统编号。
(3)直管的生产流程
根据草图输入风管尺寸到电脑→进镀锌板于生产线调直→压筋(大边尺寸>630mm)→切割机切角→剪板机剪板→咬口(插口及承口)→机制TFD法兰成形机→折弯机折弯(根据口径的大小折成一字形、L形、U形、口形)→质检。
(4)异形管(弯头、三通等配件)生产制作流程
根据图纸电脑制出切割图→FPC3600等离子切割机切割出半成品→单机咬承口和插口→TFD法兰成型机→折弯机折弯→质检。
(5)风管制作完成后,进行强度和严密性试验,对其工艺性能进行检测或验证。
1)风管的强度应能满足在1.5倍工作压力下接缝处无开裂;
2)用漏光法检测系统风管严密程度;采用一定强度的安全光源沿着被检测接口部位与接缝作缓慢移动,在另一侧进行观察,做好记录,对发现的条缝形漏光应作密封处理;当采用漏光法检测系统的严密性时,低压系统风管以每10m接缝,漏光点不大于2处,且100m接缝平均不大于16处为合格;中压系统风管每10m接缝,漏光点不大于1处,且100m接缝平均不大于8处为合格;
3)系统漏风量测试可以整体或分段进行。测试时,被测系统的所有开口均应封闭,不应漏风。当漏风量超过设计和验收规范要求时,可用听、摸、观察、水或烟检漏,查出漏风部位,做好标记;修补完后,重新测试,直至合格。
2、风管安装
(1)风管加固
①风管大边尺寸在630~1000mm时,直接在生产线压筋加固,排列应规则,间隔应均匀,板面不应有明显的变形。
②当风管大边尺寸在1000mm以上时,可采用角钢、扁钢、钢管、Z形槽、加固筋、通丝螺杆等进行管内外加固。





风管加工设备生产的风管可能出现的问题
通风管道是通风和空气调节系统的重要组成部分,大部分都是由风管加工设备(如风管生产线)制成。但是由于各种各样的原因,可能导致风管加工设备加工而成的风管出现问题。
1、加工材料未达标
(1)表现:板材表面不平整,厚度不均匀,有明显的压痕、裂纹、砂眼、结疤和锈蚀等情况;风管平面下沉,侧面向外凸起,有明显的变形。
(2)影响:运转时风管漏风,空调负荷增加,同时风寿命和性能被影响。
(3)原因:材料不合格,不能满足制作风管的需求。
(3)措施:在使用风管加工设备制作风管前,要先检查材料出厂合格证书和材料质量证明还有外观厚度等,保证材料是可用的。
2、风管翘角及弯头角度不准
(1)表现:矩形风管两相对平面、两端面不平行;折角不平直;对角线不相等;咬口不严。
(2)影响:会使风管连接受力不均匀,安装后的风管不平直,法兰盘垫片不严密,系统漏风,造成空调负荷损失,并且缩短使用寿命。
(3)原因:板下料放样不准确;风管两两平行,相对面的板料长度和宽度不相等。
(4)措施:展开下料时,应对板料严格角方,对每片板料的长度、宽度以及检验对角线,使它们的偏差控制在允许范围内;下料后的板料,应将风管相对面的两片板料重合检验尺寸准确性。
所以要想生产出来的风管实用耐用高质量,就必须在风管加工设备操作前后做好充足的事前和操作准备,保证万无一失。
通风管道的好处
空气中氧气是人们赖以生存的主要因素,保持室内的空气流通也是不要的,经常呆在封闭的空间容易出现头晕等不良症状,因此经常在办公司里面的应该经常性的打开窗户进行通风换气,构造一个良好的工作环境,在工厂通风也是首要的,也是保证工人的身体健康条件。今天介绍自然通风的好处是什么?
通风管道是用来管道进行室内或者是封闭空间通风的,通风的形式分为好几种,首先自然通风要有必备的两个因素就是风力和室内外温差。利用自然形式的通风是s经济和有效的通风方法,不仅可以节省能源、降低工程的造价,同时还没有噪声污染,也没有不良的感觉。
自然通风就是我们经常的打开窗户就可以进行通风,而在一些工厂中要设置通风管道来帮忙,实现自然通风。通风的形式有很多种,可以根据不同的环境需求来采取不同的方法。
您好,欢迎莅临宏宾铁业,欢迎咨询...





